




















































































3D Baskı Hataları ve Çözümleri

3D Baskıdaki En Yaygın Sorunlar
3D baskı makinemizi kullanırken ortaya çıkan en yaygın sorunların bir koleksiyonunu oluşturduk. Bu sorunlar, online 3D baskı hizmetimizde sık sık karşılaştığımız aynı sorunlardır ve bu nedenle bu sorunlarla başa çıkmak ve çözmek konusunda oldukça tecrübemiz vardır.
İyi kalibreli bir baskı makinesi, doğru laminasyon ve tecrübeli bir işletmenin anahtarı bu sorunları önlemektir. Bunları sağladığınız takdirde, herhangi bir baskı sorununu çözebileceksiniz.
Bu sorunların herhangi birini yaşarsanız, bize verdiğimiz talimatları izleyin ve hala çözemezseniz, makalenin sonunda yorum kutusunu kullanarak sorularınızı bildirin.

❌ Eğilme, ilk kat soyulur ve parçalar bükülür
Eğrilme, modern baskı makinelerinin çoğunun sıcak yatakları bulunması nedeniyle giderek daha az görülen bir sorundur. Her durumda, eğrilme aşağıdaki faktörlerden kaynaklanabilir:
Yataktaki tutunma eksikliği: bu, nozül ve temel arasındaki yüksekliklerin yanlış olmasından veya düzgün olmamasından, ancak baskı yüzeyine de tutunma eksikliğinden kaynaklanabilir. Üst katmanların termal küçülmeleri, alt katmanlara “küçülerek” çekmeleri sonucu. Bu durumda, baskı yüzeyi BuildTak tipinde ise kırılabilir çünkü yapıştırma yataktan kopar. Bu, camda da olabilir. Bu, ABS veya Nylon gibi materyallerle sıklıkla oluşur ve PLA baskısı yaparken oldukça zor oluşur.
Sorunumuza göre çözüm arayabiliriz:
Tutunma eksikliği için birçok çözüm bulunmaktadır. Cam bir taban kullanıyorsak, parçanın sabitlenmesini artırmak için bazı yapıştırıcı kullanmanız önerilir. Bilinen yapıştırıcılar arasında ünlü Nelly saç spreyi veya profesyonel versiyonu 3Dlac bulunur. ABS kullanıyorsak, kendimiz yapabileceğimiz ABS slurry denilen bir karışımla bir katman uygulayabiliriz. Acetone içinde çözülen ABS.
Eğer sorununuz termal küçülmeyle ilgiliyse, tutunma arttırması size yeterli yardım etmeyecektir çünkü ABS deforme olduğunda, baskı temelimizi bile kırabilir. Bu sorunu çözmek için evde ne varsa kapatabiliriz. Büyük bir kutu kullanabilirsiniz, yada daha profesyonel bir kutu hazırlayabilirsiniz.

❌ Çatlama veya delaminasyon
Katmanlar arasında iyi tutunma olmadığında çatlamaya maruz kalırız. Bu problem iki farklı nedenden kaynaklanabilir:
Katmanlar arasında kötü tutunma: katmanlar birbirlerine yeterince yapışmaz. Termal şrinkaj: katmanlar birbirlerine iyi yapışırlar, ancak parçanın farklı bölgeleri arasındaki sıcaklık farkı onu şekil değiştirmeye neden olabilir ve bazı katmanların ayrılmasına neden olabilir.
Problem tutunma eksikliği ise genellikle düşük sıcaklıktan kaynaklanır. Çoğu filamentin, yazdırılabileceği bir sıcaklık aralığı vardır.
Bu aralıkta, daha düşük değerler bize daha iyi bir estetik görünüm sağlayacaktır, çünkü depolanma “daha temiz” olacaktır. Tam tersine, daha yüksek değerler daha iyi katman tutunması sağlayacaktır. ABS gibi malzemelerin daha az uygun sıcaklıkta yazdırılması, iki katmanın birbirine yeterince ısı uygulanmadan bağlanmaya çalışılması durumunda çatlamaya neden olabilir.
Katmanlar arasındaki tutunmanın çatlamaya neden olduğunu denetlemek için, sıcaklığı artırmayı ve/veya katman fanının hızını azaltmayı denemeliyiz, çünkü aşırı soğutma da olumsuz etkileyebilir. ABS gibi bazı malzemeler her zaman çatlamaya yatkın olacak ve kontrol etmek daha zordur; PLA gibi diğer malzemeler çatlamadan kolayca yazdırılabilir.

❌ Katman Kayması
Tabak kayması, belirli bir yükseklikte X-ekseni, Y-ekseni veya her ikisi birdeninde bir eksen kayması şeklinde ortaya çıkan bir sorundur. En yaygın tabak kayması nedenleri şunlardır:
Motorlarda veya sürücülerde aşırı sıcaklık: elektronikler genel olarak çok yüksek sıcaklıkta sürekli çalışmaya tasarlandı. Sürücülerdeki güç yetersizliği, genellikle çok düşük gerilim değeri nedeniyle. Mekanik arıza: bel bıçaklarının kırılması veya eksenlerde bulunan kirlerin hareketi tıkamasına neden olabilecek durumlar olabilir. Ayrıca yanlış sıkıştırılmış bir parça da bütün eksenin serbest hareket etmesi sonucu tabak kayması hatalarına neden olabilir. Bir tavsiye, sürücülerimize ısı dağıtıcıları ve mümküse havalandırma eklemek olacaktır. Bu bileşenler aslında motorlara gereken hava akımını göndermeyi sağlar, bu nedenle ısınırlar. Aynı şekilde, yazıcımız çok sıcak ortamlarda çalışıyorsa, X ve Y ekseni motorlarına da bazı ısı dağıtıcıları eklemek uygun olacaktır. Eğer sürücüler çok sıcak ise, sürücülerin kısa bir süre soğumaları için bağlantısı kesildiğinde motorlarda düdük düdük sesler duyabilirsiniz.
Ayrıca, yazıcınızın ayarlanabilir gerilimli sürücüleri olup olmadığını kontrol edebilirsiniz ve varsa, bu gerilimi her sürücüdeki potansiyometre tarafından dikkatli bir şekilde arttırabilirsiniz. Bu işlem yaparken dikkatli olun ve yazıcıyı her zaman kapalı tutun veya metal bir vidalamanın kısa devre yapmasını önlemek için seramik bir vidalama kullanın.

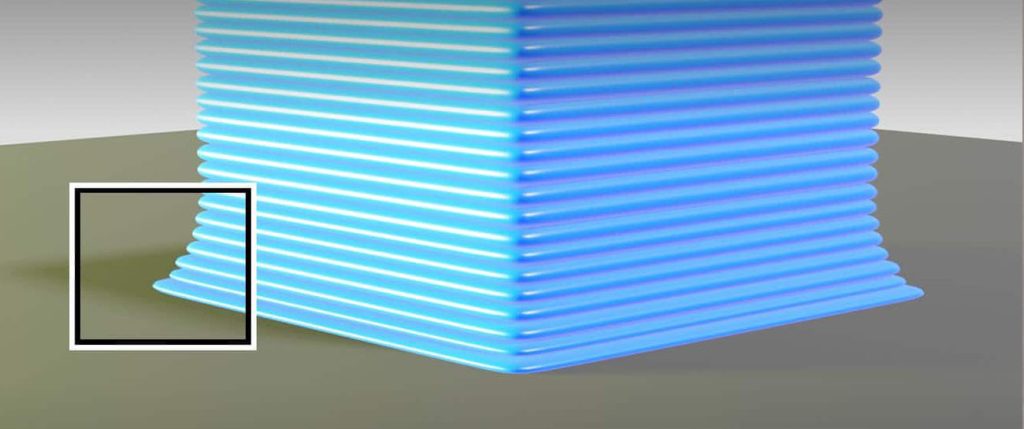
❌ Z Ekseni yalpalama
Bu sorun tanımlamak zordur, çünkü sıklıkla basit bir ekstrüzyon tutarsızlığından ayırt etmek kolay değildir. Tanımlamak için düzenli olarak tekrar eden bir tutarsızlık olup olmadığına bakmamız gerekir. Eğer rastgele görünüyorsa veya genel olarak gürültü ise, sorununuz muhtemelen Z-titreşimi değil bir ekstrüzyon sorunudur. Tam tersine, düzenli olarak tekrarlayan bir desen olduğunu görüyorsanız, yüzeyde dalgalar gibi, Z-ekseninizle ilgili bir sorununuz olabilir.
Bu sorun genellikle makine yapısındaki yapısal bozukluklardan kaynaklanır ve makine şasisine ciddi modifikasyonlar yapmadan çözmek zordur. İlk olarak, tüm parçaların doğru montajının yapılıp yapılmadığını kontrol edin, diklikliğin korunmasını ve dökülmüş vidalar olup olmadığını kontrol edin.
Z-eksen motorlarının spindlelere bağlanan coupler vidalarını sıkınız. Ayrıca spindle ve trapezoid nut arasında titreşim olup olmadığını kontrol edin. Eksenin, şasisinin köşeleri gibi küçük hataalarını düzeltmek için hareket etmesine izin vermesi gerektiğinden, doğru bir çözüm vermek zordur.
Pahalı olmayan iyi bir çözüm, motor-coupler-spindle montajını kendi spindeleri bulunan bir motorla değiştirmektir.

❌ İpliklenme
3D baskı dünyasında en yaygın sorunlar arasında ipliklenme bulunur, bu nedenle parçalarınızda çok fazla ipliklenme varsa endişelenmeyin, bu tamamen normal ve çözmek oldukça kolaydır.
ipliklenme , sıcak uç hareket ettiğinde, plastikten küçük miktarlar damlaması ve iki bölüm arasında yapışması sonucu, iki bölüm arasında küçük bir iplik kalması sonucu ortaya çıkar.
Bu sorun kötü kalitede bir sıcak uç kullanımından kaynaklanabilir, ancak makinaların çoğu yeterli kalitede sıcak uçları vardır, bu nedenle sorun genelde slicer’da kötü laminasyon yüzünden ortaya çıkar.
ipliklenmeyi azaltmak için slicer’da kontrol etmeniz gereken en önemli parametreler şunlardır:
Sıcaklık Geri çekme mesafesi Geri çekme hızı Sıcaklık hayati bir faktör ve profilinizdeki 5 en önemli ayarın içinde belki de en önemlisi. Çok fazla stringing varsa, muhtemelen çok yüksek bir sıcaklıkta eritiyorsunuz. Tüm materyallerin basım için önerilen üreticinin üretici tarafından önerilen alt sınırı yaklaştırması için düşürmeye çalışın. Çok düşük bir sıcaklık kullanıyorsanız ve hala ipliklenme varsa, aşağıdaki noktaları kontrol edin.
Nozül içinde plastik çekmek mümkün değildir, çünkü negatif basınç oluşturulamaz, ancak filamenti sıcak uçumuzun sıcak bölgesinden çekerek nozülde basınç azaltmak mümkündür. Geri çekme mesafesi, baskı makinesine ve ekstrüzyon türüne (doğrudan veya bowden) bağlı olarak çok bağlıdır. Çoğu bowden baskı makinesi, 3mm ile 6mm arasında geri çekme değerleri ile iyi performans gösterir ve doğrudan

❌ Aşırı ısınma, kıvrılma
Görüldüğü gibi, plastiğimizi aşırı sıcaklıkta eritirsek, parçalar bozuk görünecektir ve katmanın merkezi çökük olacaktır. Bunun nedeni, çok yüksek sıcaklıkta eritildiğinde, malzemenin soğumaya zamanı olmamasıdır ve bu nedenle katmanlar çöküp sarkabilir.
Bu bozukluklar, parçamızın küçük alanlarında, örneğin küçük zirvelerinde, temiz bir figür yerine bozuk bir churro kalacaktır.
Bu sorunun çözümü basit: sıcaklığı düşürün. Ayrıca katman fanının değerleri ile oynamalıyız, çünkü yüksek sıcaklık daha akıcı bir ekstrüzyona elverişli olabilir ve bu sıcaklığı iyi bir soğutma ile telafi edebiliriz. Bu şekilde malzeme hızlı bir şekilde soğuyacak ve optimal sonuçlar alabileceğiz.
❌ Fil ayağı şekli
Fil ayağı, parçamızın ilk katmanlarının yatay düzlemde genişlemesinden oluşan bir hata çeşididir. İki şey veya genellikle her ikisi de neden olabilir: nozul yataktan çok yakın veya yatak sıcaklığı çok yüksektir.
Nozul yataktan çok yakın olduğunda, ilk katmanların daha düzgün olacağı ve dolayısıyla XY düzleminde genişleyeceği açıktır. Bu sorunu çözmek için, bu makalenin önceki bir bölümünde belirtildiği gibi ilk katmanımızı doğru şekilde seviyelemeliyiz.
Aşırı yatak sıcaklığı (örneğin PLA için 90 veya 100 derece), yeni depolanan plastik materyalini genişletme ve bozulma yapmasına neden olabilir ve bu çok özelliği ifade eder.



